淄博汉龙机械有限公司
ZIBO HANLONG MACHINERY CO., LTD
-
-
全国咨询热线
0533-5333776


ZIBO HANLONG MACHINERY CO., LTD
全国咨询热线
0533-5333776

一、开机前的准备工作:1、检查机床外观及操作按钮等无损坏后,调整辅助送料架与机床一致。2、加注液压油。46#抗磨液压油75kg,然后再加注切削液。3、请专职电工把三相四线电源线接到机床上。380v接到3p断路器处,零线接到2p断路器处。注意:千万不能接错,如果接错可导致伺服烧毁。二、开机前请详细阅读
一.操作者必须熟悉锯床的一般性能结构、各手柄功能、传动和液压系统。二.在开动锯床前按照润滑说明润滑锯床各部,并检查锯床蜗轮箱内润滑油和水箱内乳化切屑液的浓度和油量是否到位。三.开车前检查电器设备、各部位手柄是否在规定位置。四.如机床停车时间较长,开动设备时,应低速运转3-5分钟,确认液压系统运转正常
问:带锯床的加工精度标准是怎么规定的?答:查《中华人民共和国机械工业部部标准》1987年实施的JB/4318《卧式带锯床》标准,带锯床锯断件端面每100MM垂直度误差为0.4MM.1998年实施的JB/T7963《金属带锯条》标准规定的分齿量偏差在+-0.05MM.问:带锯条锯齿分齿量怎样保证的?答
简介:双金属带锯条,属高端高科技的切削工具。其带体是优质弹簧钢材料,锯齿是高性能高速钢材料,通过电子束真空焊接等一系列先进工艺制造而成。在锯齿加工环节上更是十分的精细,锯齿两侧的分齿量偏差也控制在±0.05mm,确保了锯切的精度和锯切断面的光洁度。那么,这样高精度的切削工具,有时锯下的工件表面为什么
一、锯床本身原因造成打齿、断带,过早报废。描述如下: (1)锯床在制造精度方面和装配技术方面存在着一定问题。(2)有的锯床使用年限长了且不做专业维护保养。(3)忽视导向系统及钢丝刷的定期更换检修保养。(4)有的锯床本身没有问题,但在锯带张紧力设置上普遍缺少专业指导。
问:有的锯条使用时从中间(纵向)劈开,变成两条,是什么原因呢?答:原因是锯条崩齿时,崩掉的齿尖嵌在导向块中间,像一把刨刀不停地切割着运动中的锯带,很短的一两个小时就把环状的锯带从中间劈开了。还有的把一根锯带劈成三条环呢。另外,导向轴承没调整好,不是用轴承外圆平面,而是用轴承的边棱挤压锯条,这也是把锯
电话:0533-5333776
技术咨询电话:15288940600、 13515332906
邮箱:hljx2009@163.com
公司地址:山东省淄博市淄川区双峰工业园区
版权所有: 淄博汉龙机械有限公司. 备案号. : 鲁 ICP 14024888-1

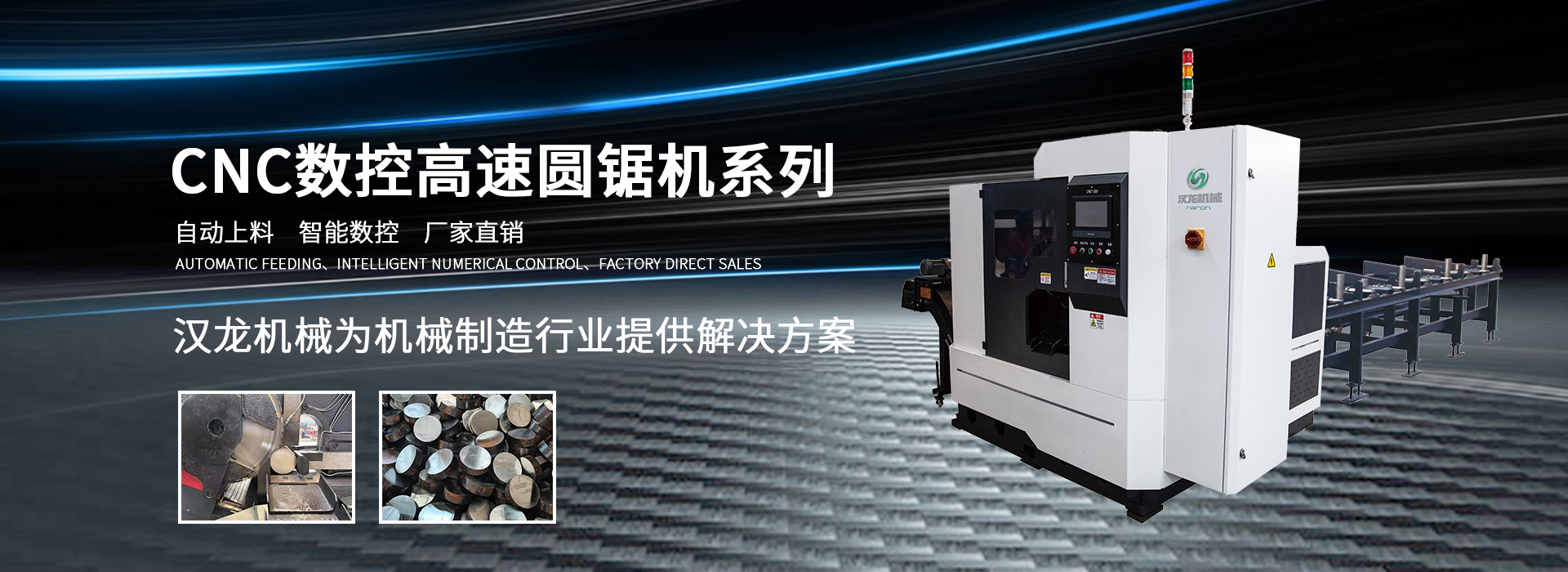
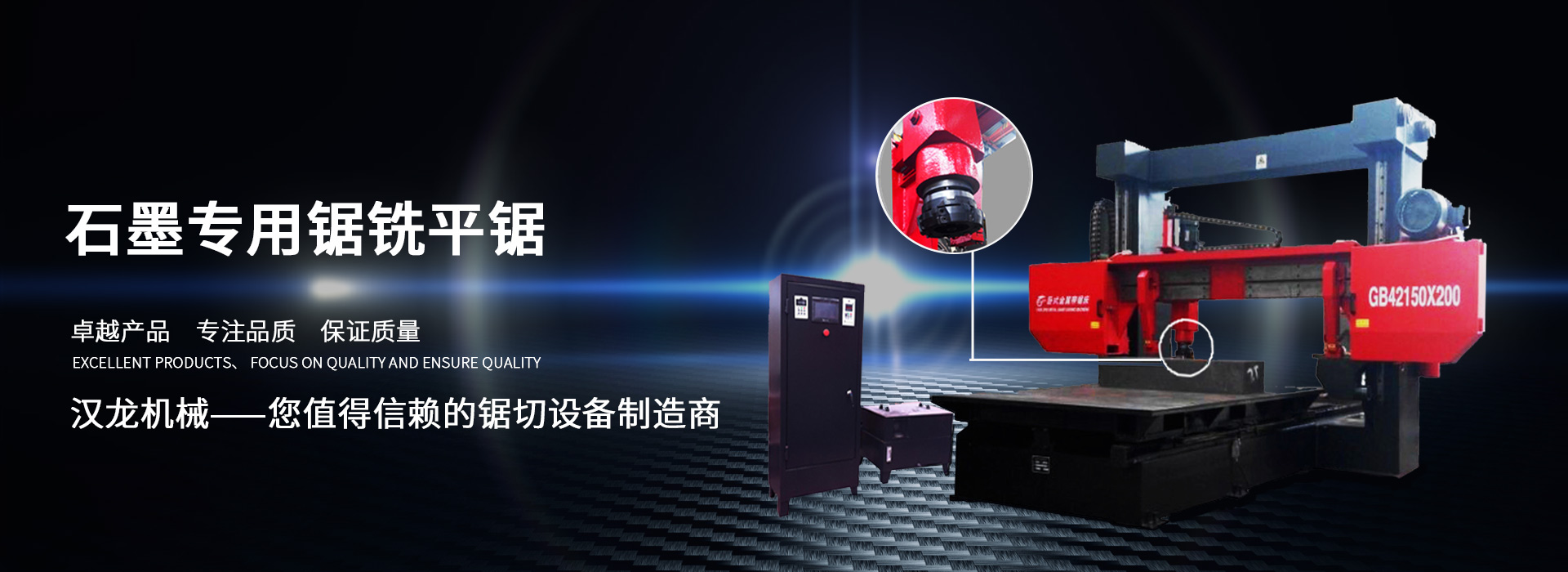
淄博汉龙机械有限公司是专业生产CNC数控高速金属圆锯机、切铝锯、石墨锯、带锯床的企业
备案号:鲁ICP备14024888号 | 网站地图 XML地图
 0533-5333776
0533-5333776  二维码
二维码